
(၁) ပထမဦးစွာ၊ အထွက်နှုန်းမြင့်မားမှုကို မျက်ကန်းလိုက်စားခြင်းသည် စက်တွင် တစ်ခုတည်းသော စွမ်းဆောင်ရည်ရှိပြီး လိုက်လျောညီထွေဖြစ်အောင် လုပ်ဆောင်နိုင်မှု ညံ့ဖျင်းခြင်း၊ ထုတ်ကုန်အရည်အသွေး ကျဆင်းခြင်းနှင့် ချို့ယွင်းချက်အန္တရာယ် မြင့်တက်လာခြင်းတို့ကို ဆိုလိုသည်။ ဈေးကွက်ပြောင်းလဲသွားသည်နှင့် စက်ကို ဈေးနှုန်းနိမ့်ဖြင့်သာ ကိုင်တွယ်နိုင်သည်။
အဘယ်ကြောင့် မကြာခဏဆိုသလို အထွက်နှုန်း၊ စွမ်းဆောင်ရည်နှင့် အရည်အသွေး နှစ်မျိုးလုံးရှိရန် မဖြစ်နိုင်သနည်း။ ထုတ်လုပ်မှုတိုးမြှင့်ရန် နည်းလမ်းနှစ်ခုရှိကြောင်း ကျွန်ုပ်တို့အားလုံးသိကြသည်- ပိုမိုမြန်ဆန်သောအမြန်နှုန်းနှင့် အစာကျွေးသူအရေအတွက် မြင့်မားခြင်း။ အစာကျွေးသူအရေအတွက် တိုးမြှင့်ခြင်းသည် ပိုမိုလွယ်ကူပုံရသည်။
ဒါပေမယ့် အစာကျွေးတဲ့ အကောင်အရေအတွက် တိုးလာရင် ဘာဖြစ်မလဲ။ အောက်ပါပုံမှာ ပြထားတဲ့အတိုင်းပါပဲ။
အစာကျွေးသူအရေအတွက်တိုးလာပြီးနောက်၊ကင်မ်ရဲ့ အကျယ်ကျဉ်းမြောင်းသွားပြီး ကွေ့ကောက်မှုက မတ်စောက်လာပါတယ်။ ကွေ့ကောက်မှုက အရမ်းမတ်နေရင် အပ်တွေကြောင့် ပြင်းထန်တဲ့ ပွန်းပဲ့မှုတွေ ဖြစ်စေနိုင်တာကြောင့် ကွေ့ကောက်ချောမွေ့စေဖို့ ကွေ့ကောက်ရဲ့ အမြင့်ကို လျှော့ချရပါမယ်။
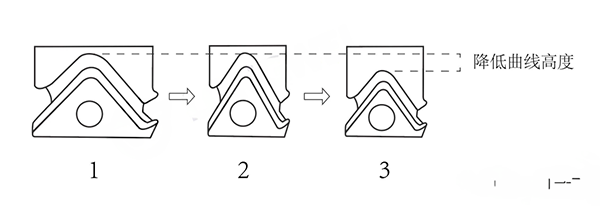
မျဉ်းကွေးကို နှိမ့်ချပြီးနောက်၊အပ်၏ အမြင့်နိမ့်လာသည်နှင့်အမျှ အပ်ချိတ်ရှည် အပ်ကွိုင်သည် လုံးဝဆုတ်ခွာ၍မရသောကြောင့် စက်သည် အပ်ချိတ်တို၏ အပ်ချိတ်ကိုသာ အသုံးပြုနိုင်သည်။
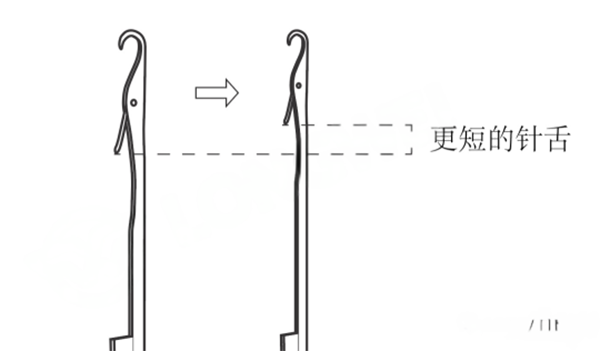
ထိုသို့ပင်ဖြစ်သော်လည်း လျှော့ချနိုင်သောနေရာသည် အကန့်အသတ်ရှိသည်။ ထို့ကြောင့် မြင့်မားသောအစာကျွေးစက်၏ထောင့်ကွေးသည် အမြဲတမ်း နှိုင်းရမတ်စောက်သည်။ ဆိုလိုသည်မှာ ချုပ်ရိုးများ၏ ဟောင်းနွမ်းမှုအမြန်နှုန်းလည်း ပိုမိုမြန်ဆန်မည်ဖြစ်သည်။
အပ်ချိတ်တိုတိုပါသော အပ်သည် ချည်မျှင်ထုတ်လုပ်သည့်အခါနှင့် လိုင်ခရာထည့်သည့်အခါတွင် လည်ပတ်ရန် ပိုမိုခက်ခဲလာပါလိမ့်မည်။
ထောင့်ကွေးကျဉ်းမြောင်းခြင်းနှင့် ဂွမ်းစနှုတ်သီး၏ နေရာကျဉ်းမြောင်းခြင်းကြောင့် စက်အနေဖြင့် အချိန်အနေအထားကို ချိန်ညှိရန် ပိုမိုခက်ခဲပါသည်။ အစာကျွေးစက်အရေအတွက် များပြားခြင်းနှင့် စက်ကို တစ်ကြိမ်တည်းအသုံးပြုခြင်းနှင့် လိုက်လျောညီထွေဖြစ်အောင် လုပ်ဆောင်နိုင်မှု ညံ့ဖျင်းခြင်းတို့ကို အကြောင်းရင်းအမျိုးမျိုးက ဖြစ်ပေါ်စေသည်။
(၂) မွေးမြူရေးတိရစ္ဆာန်အရေအတွက် မြင့်မားခြင်းနှင့် ထုတ်လုပ်မှုမြင့်မားခြင်းသည် အကျိုးအမြတ်မြင့်မားစွာ မရရှိစေပါ။
အစာကျွေးစက်အရေအတွက် များလေ၊ စက်ရဲ့ခုခံမှု များလေ၊ ပါဝါသုံးစွဲမှု များလေပါပဲ။ စွမ်းအင်ချွေတာရေးဥပဒေကို လူတိုင်းနားလည်ကြပါတယ်။
အပ်ထည့်သည့် အရေအတွက် များလေ၊ စက်သည် တူညီသောစက်ဝိုင်းတွင် လည်ပတ်မှု များလေဖြစ်ပြီး၊ အပ်ချိတ်၏ ဖွင့်ခြင်းနှင့် ပိတ်ခြင်းအချိန်များလေဖြစ်ပြီး၊ ကြိမ်နှုန်း မြန်လေဖြစ်ပြီး အပ်၏သက်တမ်း တိုလေဖြစ်သည်။ ထို့အပြင် ၎င်းသည် အပ်ချုပ်အပ်များ၏ အရည်အသွေးကို စမ်းသပ်သည်။
အပ်ဖွင့်ခြင်းနှင့် ပိတ်ခြင်း၏ ကြိမ်နှုန်း မြင့်လေ၊ အထည်မျက်နှာပြင်ပေါ်တွင် မတည်ငြိမ်သောအချက်များ ဖြစ်နိုင်ခြေ ပိုများလေဖြစ်ပြီး အန္တရာယ် မြင့်မားလေဖြစ်သည်။
ဥပမာအားဖြင့်- ၉၆-အစာကျွေးစက်များသည် အပ်ချိတ်ကို ၉၆ ကြိမ်၊ တစ်မိနစ်လျှင် ၁၅ လှည့်ပတ်ကာ ၂၄ နာရီကြာ ဖွင့်ပိတ်ချိန်များ- ၉၆*၁၅*၆၀*၂၄=၂၀၇၃၆၀၀ ကြိမ် လည်ပတ်သည်။
၁၅၈ လုံးပါ စက်သည် အပ်ချိတ်ကို ၁၅၈ ကြိမ် ဖွင့်ပိတ်ပြီး တစ်မိနစ်လျှင် ၁၅ ကြိမ်၊ ၂၄ နာရီ ဖွင့်ပိတ်ချိန်များ- ၁၅၈*၁၅*၆၀*၂၄=၃၄၁၂၈၀၀ ကြိမ် လုပ်ဆောင်သည်။
ထို့ကြောင့် အပ်ချည်ထိုးအပ်များ အသုံးပြုချိန်သည် နှစ်စဉ် တိုတောင်းလာပါသည်။
(၃) အလားတူပင်၊ ခုခံမှုနှင့် ပွတ်တိုက်မှုသည်ဆလင်ဒါများသည်လည်း ပိုမိုကြီးမားပြီး စက်တစ်ခုလုံး၏ ခေါက်နှုန်းလည်း ပိုမိုမြန်ဆန်ပါသည်။
ဤကိစ္စတွင်၊ လုပ်ဆောင်ခကို အချိန် သို့မဟုတ် အလှည့်ကျတွက်ချက်ပါက၊ ဤဆုံးရှုံးမှုများကို ချေဖျက်ရန်အတွက် သက်ဆိုင်ရာ လုပ်ဆောင်ခများစွာရှိရမည်။ အမှန်မှာ၊ ၎င်းသည် အလွန်အရေးတကြီးမှာယူမှုမဟုတ်ပါက လုပ်ဆောင်ခသည် ကျွေးမွေးသူအရေအတွက်နှင့် တူညီသောစျေးနှုန်းသို့ မကြာခဏရောက်ရှိနိုင်မည်မဟုတ်ပါ။
အမှန်တကယ် မြင့်မားသော ထွက်နှုန်းကို လိုက်စားသင့်သည်မှာ စက်၏ တိကျမှုနှင့် တိကျမှု မြင့်မားခြင်းနှင့် ပိုမိုကျိုးကြောင်းဆီလျော်သော ဒီဇိုင်းတို့မှ လာပါသည်။ စက်ကို လည်ပတ်နေစဉ်တွင် ပိုမိုစွမ်းအင်ချွေတာခြင်း၊ စွမ်းဆောင်ရည်ကို ပိုမိုတည်ငြိမ်ပြီး ယုံကြည်စိတ်ချရခြင်း၊ ချည်ထိုးအပ်၏ သက်တမ်းကို ပိုမိုရှည်ကြာစေရန်အတွက် ဟောင်းနွမ်းမှုနှင့် ပွတ်တိုက်မှုကို လျော့နည်းစေခြင်းတို့ ဖြစ်သည်။ အထည်အရည်အသွေး ပိုမိုကောင်းမွန်ပြီး မလိုအပ်သော ဆုံးရှုံးမှုများကို လျှော့ချပေးပါသည်။
ပို့စ်တင်ချိန်: ၂၀၂၄ ခုနှစ်၊ ဇန်နဝါရီလ ၁၉ ရက်